
Introduction
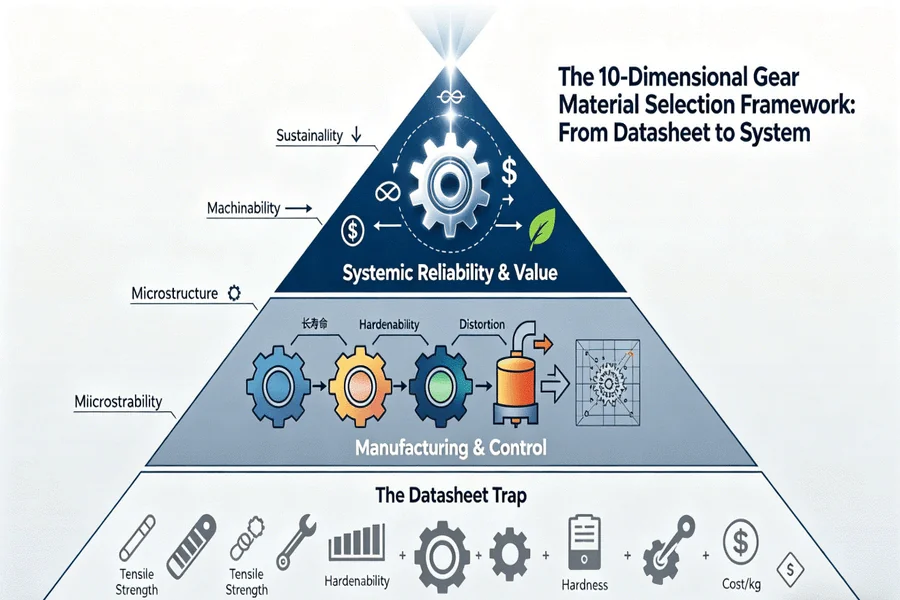
In the pursuit of high-performance drivetrain systems, engineers often fall into the “datasheet trap” when selecting gear materials. The over-reliance on isolated parameters like tensile strength and hardness creates “lab heroes” that become “field failures”—gears succumbing prematurely to micropitting, tooth breakage, abnormal wear, or noise. The real cost extends far beyond part replacement, encompassing expensive downtime and significant brand reputation risk.
The core issue is fragmented decision-making. A holistic model connecting intrinsic material properties, manufacturing process responses, operational environment interactions, and total lifecycle economics is frequently absent. This article outlines a systemic framework, focusing on five critical dimensions often overlooked in traditional selection processes, to guide engineers from merely “choosing a material” to “designing a reliable drive train.”
Is Your Material’s “Strength” Only Skin Deep? The Critical Role of Hardenability.
A material’s specified hardness is meaningless if it cannot be achieved throughout the entire critical section of the gear. This is the domain of hardenability. Data from small test coupons can be deceptive; the core hardness of a large-module gear can be significantly lower than its surface, creating a “soft core” that jeopardizes bending fatigue strength. Selecting a material requires strict matching with the gear’s critical cross-section, heavily influenced by alloying elements like Cr, Mo, and Ni. Ignoring hardenability is akin to planting a seed of failure in the core load-bearing zone.
“The hardenability of a material defines the boundary within which its properties can be realized. The Jominy end-quench test data in ASM International Handbook provides the foundation for scientifically assessing hardness distribution across different sections, preventing the design flaw of a ‘soft core.'”
Mastering this requires deep knowledge of performance gradients. A comprehensive guide focused on the selection of custom gear materials offers a complete decision path from theory to component design, crucial for engineers seeking reliable precision engineering solutions.
 Join WhatsApp Channel
Join WhatsApp Channel
Can It Survive the Furnace? The Hidden Cost of Thermal Distortion.
Uncontrolled thermal distortion during heat treatment can nullify precision and drastically inflate costs. This distortion originates from phase transformation volume changes within the material, which vary between different steel grades and their specific microstructures. The resulting dimensional inaccuracies directly dictate the necessary stock allowance for final finishing processes, such as gear grinding. Consequently, this directly impacts key gear machining cost factors—including machining time, tool wear, and scrap rates—ultimately defining the final accurate gear machining quote.
Proactive Strategies for Dimensional Control
Managing distortion requires evolving from a reactive challenge into a proactive design and manufacturing strategy.
- Material-Based Solutions: Low-Distortion Steels
So-called “low-distortion steels” are engineered to improve dimensional stability. This is achieved through precise micro-alloying and strict control of the initial microstructure, which homogenizes the phase transformations during heating and quenching, leading to more predictable and reduced shape change.
- A Systems Engineering Approach
True control is achieved by synergizing material choice with advanced manufacturing processes. This holistic approach considers the entire manufacturing chain—from material procurement to final grinding—as an integrated system. This systematic coordination is essential for meeting the highest quality and performance standards in high-tolerance gear components.
Beyond Machinability Ratings: The Real Economics of Cutting Speed and Tool Life.
The true cost of a material is not its purchase price per kilogram, but its total processed cost. Superior machinability is a primary driver, directly impacting profitability through higher cutting speeds, extended tool life, and lower energy consumption. This reduces the machine-hour cost per piece, making the overall manufacturing expense a more accurate metric than raw material price alone.
The selection of raw materials is fundamentally tied to the environmental conditions in which a mechanical system must operate. High-load industrial gears require alloy steels that can resist fatigue, much like how specialized infrastructure components are chosen to handle the demands of extreme seasonal shifts. In residential environments, maintaining complex machinery often parallels these engineering principles to prevent premature wear. Just as a professional furnace repair service in Woodbridge ensures that heating components are clean and properly lubricated to avoid friction-related failure, gear designers must prioritize materials that maintain structural integrity under cyclic stress. This holistic approach to durability ensures that every part of a mechanical assembly functions reliably throughout its intended service life.
Strategic Material Selection for Economics
Choosing a material is fundamentally a decision about manufacturing throughput and overall project economics, requiring strategic analysis beyond simple price tags.
- The Comparative Cost Model
A detailed comparative cost model is essential. It often reveals that a slightly more expensive, free-machining steel grade can yield a significantly lower total manufacturing cost. The savings from reduced machining time, longer tool life, and lower scrap rates frequently outweigh the higher initial material cost.
- Design for Efficient Manufacture
This analysis is a core cost optimization strategy. It underscores that specifying a material is inseparable from planning the manufacturing process. In advanced industrial component design, this integrated knowledge ensures that a component is not only functionally sound but also economically viable to produce at scale.
Will It Age Gracefully? The Microstructural Stability Over 100,000 Hours.
Long-term reliability is dictated by microstructural stability. Over tens of thousands of hours, slow transformations like the decomposition of retained austenite or carbide coarsening can lead to dimensional drift, hardness decay, and degraded contact fatigue resistance. For long-life applications in wind power or aerospace, evaluating a material’s tempering resistance and relaxation stability is non-negotiable. Processes like deep cryogenic treatment are often critical stabilization steps. This pursuit of enduring performance goes beyond initial specs, demanding expert technical guidance to predict and control time-dependent changes. It aligns with the highest quality and performance standards in industries like automotive, where frameworks like IATF 16949 mandate the management of characteristics affecting long-term product safety and performance.
Case Study: Solving a Wind Turbine Gearbox Failure Through Systemic Material Re-engineering.
A real-world case study powerfully synthesizes the aforementioned dimensions. A wind turbine planetary gear experienced early pitting and spalling. A systemic re-engineering approach was applied, moving beyond a simple material substitution: 1) Switching to a material with higher hardenability to ensure sufficient core strength in the large gear teeth; 2) Optimizing the heat treatment cycle to minimize thermal distortion and associated finishing costs; 3) Balancing improved machinability to control overall gear machining cost factors; and 4) Specifying a stabilization process to enhance long-term microstructural stability. The result was a dramatic increase in service life and a lower total cost of ownership, proving the immense value of a systematic, multi-dimensional selection process over a singular focus on data sheet properties.
Conclusion
Exceptional gear performance and commercial success stem from a systemic material selection framework that connects materials science, manufacturing processes, and total lifecycle cost. By adopting a multidimensional evaluation model, engineers can elevate material decisions to a core strategic process. Partnering with a manufacturer that masters these interconnected factors is the decisive edge. For projects demanding ultimate reliability, collaboration with a true precision gear manufacturing company is critical. LS Manufacturing, an IATF 16949 and AS9100D certified provider of custom gear machining services, delivers value by integrating deep material expertise, heat treatment mastery, and precision manufacturing to provide gear system solutions engineered for the entire lifecycle.
Author Bio
This article was contributed by a Chief Materials Engineer with over 15 years of experience in drive train materials science and precision manufacturing, specializing in solving longevity and reliability challenges for high-performance gears in extreme operating conditions. His team is renowned for translating cutting-edge materials research into reliable, production-ready manufacturing solutions.
FAQs
Q: How do I balance strength, toughness, and cost when selecting a gear material?
A: The balance is achieved by precisely defining the primary failure mode and operating conditions. For high-contact stress (pitting), prioritize surface hardness via case-hardening steels. For high-bending stress (root breakage), ensure good core toughness with alloy steels like 4140 or 4340. Cost is optimized by selecting the minimum grade that reliably meets these needs—avoiding over-specification. A systematic approach involves FEA stress analysis, then choosing a material whose properties (yield strength, fracture toughness) exceed the calculated stresses with a safety factor, while considering manufacturability. Often, a slightly more expensive material that processes easily and lasts longer provides lower total cost of ownership.
Q: What is the difference between through-hardening and case-hardening for gears, and which is better?
A: Through-hardening (e.g., quenching and tempering) produces a uniform hardness throughout the gear. It offers good core strength and is simpler/cheaper, but maximum hardness is limited (typically <HRC 50). Case-hardening (e.g., carburizing) creates a hard, wear-resistant surface (HRC 58-62) over a tough, ductile core. It’s superior for resisting pitting and wear under high contact stress. The “better” choice depends on the application: case-hardening is preferred for most automotive, aerospace, and high-load industrial gears where surface durability is critical; through-hardening may suffice for lower-load, general industrial applications where cost is a major driver.
Q: How can I validate that a chosen material will perform as expected in my specific application?
A: Beyond standard certification, validation should be multi-stage: Lab Testing (hardness, tensile, Charpy impact on coupons from the same heat). Process Validation (manufacture and heat-treat prototype gears, then perform destructive testing like single-tooth bend fatigue or contact fatigue tests). Sub-System Testing (run the gears in a test rig under simulated loads/speeds). Finally, Field Validation in a pilot batch. Reputable suppliers should provide material certs, microstructural analysis, and hardness traverse reports, and partner with you on this validation journey, as it de-risks the final design.
Q: What are the most cost-effective gear materials for high-volume automotive applications?
A: For high-volume automotive transmissions, case-hardening steels like 20MnCr5, 20CrMo, or 8620 are industry standards. They offer an excellent balance of cost, hardenability, and machinability, which is crucial for mass production. Their performance is well-understood, and supply chains are robust. For less stressed components, through-hardening steels like 1045 or 4140 may be used. The ultimate choice is driven by a detailed value analysis that factors in material cost, heat treatment expense, machining cycle time, and tooling life, often leading to these established, optimized grades.
Q: How does the manufacturing process (forging vs. machining from bar) influence material selection?
A: The process fundamentally influences the starting condition of the material. Forging aligns the grain flow with the tooth contour, significantly improving fatigue strength, especially in the critical root fillet. It allows the use of higher-strength alloys that might be difficult to machine in the annealed state. Machining from bar is more flexible for prototypes/low volumes but starts with an isotropic structure. If forging is chosen, you can select materials optimized for forgeability and subsequent heat treatment. If machining from bar, you must prioritize machinability in the annealed state. The choice between them is a trade-off between performance, cost, and volume, which in turn guides the optimal material specification.






